全国咨询热线:18630882198
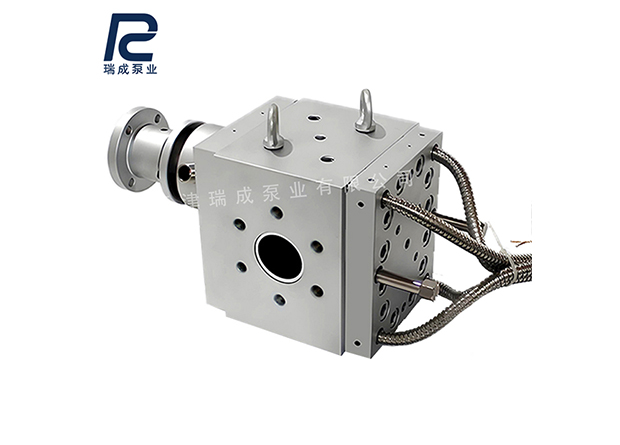
在塑料挤出、管材、片材、薄膜、造粒以及高分子材料加工过程中,产品稳定性往往与熔体压力、流量和温度控制密切相关。很多生产线在运行时会遇到出料忽多忽少、模头压力波动、制品厚薄不均、颗粒大小不一致、管材壁厚偏差等问题。表面看是模具、牵引或原料问题,但从工艺角度分析,熔体输送不稳定也是重要原因之一。熔体泵通常安装在挤出机与模具之间,主要作用是对高温、高粘度熔体进行增压、稳压和定量输送。熔体泵属于容积式齿轮输送设备,能够在一定程度上隔离挤出机端的压力波动,使进入模头的熔体压力和流量更加平稳。

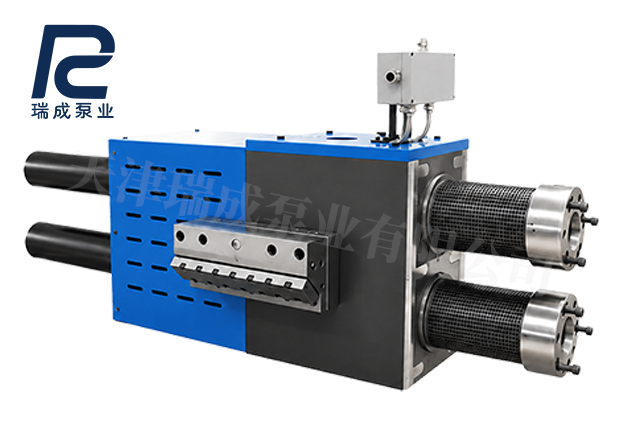
挤出机本身主要承担塑化、混炼和初步输送作用。实际生产中,螺杆转速、加料均匀性、原料含水率、熔融状态、过滤网阻力以及机筒温度变化,都会影响挤出机出口压力。当这些波动直接传递到模头时,产品尺寸和外观就容易产生变化。例如薄膜可能出现厚薄不均,管材可能出现壁厚波动,造粒环节可能出现颗粒大小不稳定。加装熔体泵后,挤出机前端的波动不再完全直接作用于模头,后端成型系统获得更连续、更均匀的熔体供应。
熔体泵提升产品稳定性的关键,在于“稳定计量”。在合理选型和正常运行条件下,齿轮每转一圈输送的熔体体积相对固定,因此可以通过转速控制来实现相对稳定的流量输出。这样一来,生产线不再单纯依赖挤出机螺杆来控制出料,而是由熔体泵对模头前端流量进行进一步稳定。这对于高粘度材料、回收料、改性料、高填充材料以及对尺寸精度要求较高的挤出制品,都具有较强的实际意义。

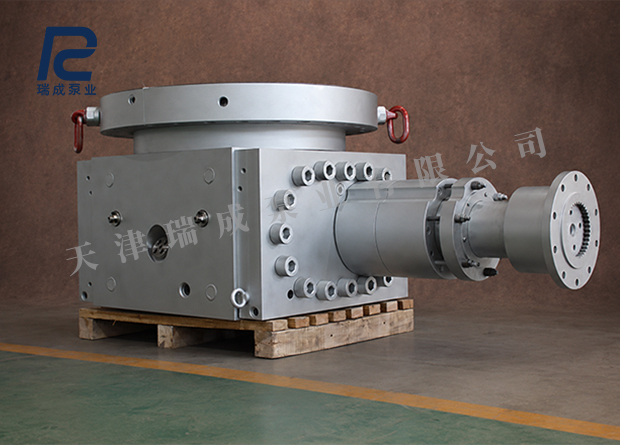
此外,熔体泵还可以帮助降低挤出机负荷。没有熔体泵时,挤出机既要完成塑化混炼,又要承担较高的建压任务;当模头阻力较大或过滤系统阻力升高时,挤出机压力波动更明显。加装熔体泵后,建压和稳压功能由熔体泵承担一部分,挤出机可以更多专注于塑化和供料,有利于工艺参数保持稳定,也有助于减少因压力波动带来的产品质量问题。相关公开资料也提到,熔体泵在挤出系统中可用于增压、稳压,并将熔体稳定送入机头。
当然,熔体泵并不是简单“加上就一定好”。它的稳定效果与排量选择、转速范围、物料粘度、温度控制、进出口压力、密封结构以及整线匹配都有关系。如果选型过大,可能导致低速运行不稳定;如果选型过小,又可能无法满足产量需求。因此,在挤出线配置熔体泵时,应结合实际产量、物料特性、工艺温度、模头阻力和产品精度要求进行综合判断。
总体来看,挤出线加装熔体泵后,产品更稳定的核心原因,是熔体泵能够把挤出机端不稳定的压力和流量波动进行缓冲与调节,使进入模头的熔体供应更加连续、均匀、可控。对于追求尺寸精度、表面质量和连续生产稳定性的企业来说,合理配置熔体泵,不只是增加一台输送设备,更是对整条挤出工艺稳定性的提升。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线