全国咨询热线:18630882198
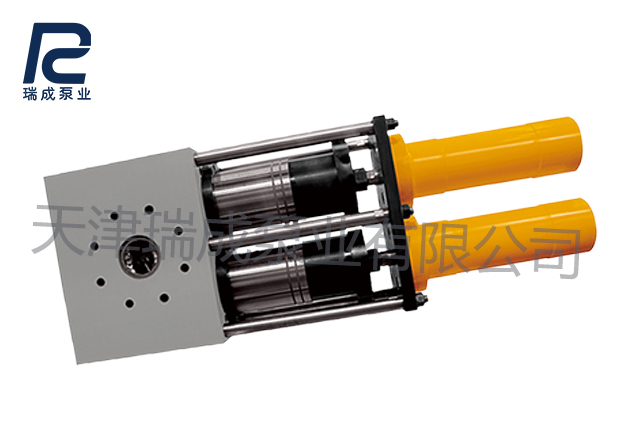
在塑料挤出、造粒、片材、薄膜、化纤、热熔胶及高分子材料输送过程中,熔体齿轮泵主要承担增压、稳压和定量输送作用。正常运行时,泵内齿轮依靠物料形成连续输送,并通过合理间隙保证稳定运转。但在实际生产中,有些用户会遇到熔体齿轮泵突然转不动、启动困难、运行电流升高,甚至完全卡死的情况。那么,熔体齿轮泵卡死到底是什么原因造成的?

首先,温度不足是较常见原因之一。熔体齿轮泵输送的大多是高温、高粘度熔融物料,如果开机前泵体、管道、模头或物料没有充分升温,物料仍处于半熔融、未完全熔融或局部凝固状态,齿轮在启动时就会受到较大阻力。此时强行启动,不仅容易导致电机过载,还可能造成齿轮、轴套、轴承等部件受力异常,严重时会出现抱死现象。因此,熔体泵开机前必须按照工艺要求充分加热,并保温一定时间,确认物料具备流动性后再启动。
其次,泵腔内进入硬质异物,也容易导致卡死。生产过程中,如果金属碎屑、螺栓残片、焊渣、过滤网破损物或较硬的结焦碳化物进入泵腔,就可能卡在齿轮啮合区或齿轮与泵体间隙之间。熔体齿轮泵内部配合间隙较小,一旦异物进入,很容易造成齿轮转动受阻,轻则出现异响、压力波动,重则造成齿轮损伤甚至整泵卡死。因此,挤出系统前端应重视过滤、清洁和管道检查,避免杂质进入泵体。
第三,物料碳化结焦也是重要诱因。对于热敏性材料或长期高温停留的物料,如果温度控制不合理、停机清理不彻底,物料可能在泵腔、管道或死角位置形成碳化物。碳化物不仅会影响制品质量,还可能逐渐堆积并进入齿轮啮合区域,导致熔体齿轮泵内摩擦增大、运行负荷上升,最终引发卡滞。因此,在加工PET、PA、TPU、热熔胶等对温度较敏感的物料时,应特别注意温度控制、停机排料和定期维护。

第四,泵内零部件磨损或配合异常,也可能导致卡死。熔体齿轮泵长期在高温、高压、高粘度环境下运行,齿轮端面、轴套、轴承和泵体内腔都会承受较大负荷。如果润滑条件不足、物料供应不连续或长期超压运行,可能造成轴套磨损、轴承损伤或齿轮偏磨。当内部间隙发生异常变化时,泵在高温膨胀后可能出现金属干涉,造成转动困难。
第五,严禁空转同样非常关键。熔体齿轮泵运行时,物料不仅承担输送作用,也在一定程度上起到润滑、冷却和密封作用。如果泵腔内缺少物料,齿轮、轴套和轴承会处于干摩擦状态,短时间内就可能产生高温和磨损,严重时导致抱轴或卡死。因此,在启动、调试和停机过程中,应避免无料运行,确保进口端供料充分。
建议遇到卡死问题时,不要盲目反复强行启动。应先检查温度是否达到工艺要求、进口是否有足够物料、系统是否存在异物、联轴器是否正常、泵体是否有异常声音或电流突增。如果高温保温后仍无法盘车,应及时停机拆检,避免扩大齿轮、轴承和泵体损伤。
总体来看,熔体齿轮泵卡死并不一定是单一原因造成的,往往与温度、物料状态、异物杂质、结焦碳化、内部磨损、供料不足和操作方式有关。对于用户来说,规范开停机流程、加强前端过滤、控制物料温度、避免空转和超压运行,是减少熔体齿轮泵卡死的重要措施。天津瑞成泵业可根据客户物料特性、温度、粘度、压力和产量要求,提供熔体齿轮泵选型、结构配置及现场应用建议,帮助生产线实现更加稳定、连续的熔体输送。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线