全国咨询热线:18630882198
在塑料挤出、改性造粒、再生造粒、片材及薄膜生产过程中,换网器主要用于过滤熔体中的杂质、碳化颗粒和未充分熔融物。随着滤网逐渐堵塞,过滤阻力会持续增加;在更换滤网时,流道面积和熔体阻力也会发生变化,因此生产线可能出现压力升降、流量变化或短时断料。不同类型的换网器,对换网压力波动的控制能力并不相同,应结合工艺要求进行选择。
一、手动换网器:满足基础过滤需求
手动换网器通常采用螺栓压紧或人工抽拉结构,整体构造相对简单,安装空间较小,维护操作较为直观。
这类设备更适合试验设备、小批量加工,或允许短暂停机换网的生产线。由于换网时需要停止供料或降低挤出机转速,熔体流动会出现明显变化,重新开机后还需要一定时间恢复工艺压力。
因此,手动换网器主要解决“能否过滤和更换滤网”的基础问题,对连续生产和压力稳定性的要求相对有限。

二、单板或单柱液压换网器:缩短换网时间
单板式、单柱式换网器利用液压系统推动换网板或柱体移动,相比人工操作,换网动作更加迅速,也能够减少操作人员直接接触高温部件的情况。
但单板或单柱结构通常只有一个主要过滤工位。当滤网移出、切换或重新进入流道时,有效过滤面积会发生变化,生产线仍可能出现一定程度的压力波动。
这类换网器可用于常规造粒、管材、型材及部分挤出生产线,适合希望提高换网效率,但对换网过程连续性要求不是特别高的工况。
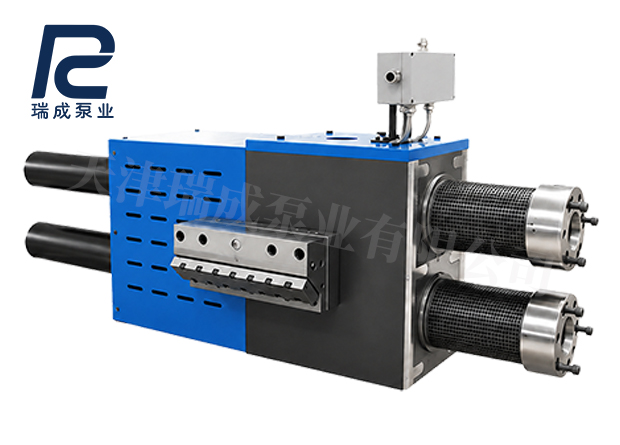
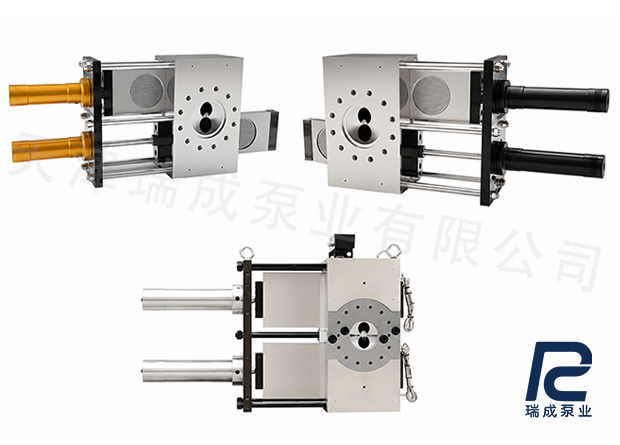
三、双板或双柱换网器:保持料流连续
双板式和双柱式换网器设置两个相对独立的过滤工位。正常生产时,两组滤网可以同时参与过滤;需要换网时,其中一组滤网退出,另一组继续承担熔体过滤任务。
这种交替工作的方式可以减少换网过程中流道突然关闭的问题。配合预热、排气和逐步切换操作,还能够减小新滤网进入流道时产生的压力变化。
对于片材、薄膜、拉丝、打包带及连续造粒等生产线,换网期间的压力和流量变化可能直接影响产品厚度、尺寸或颗粒均匀性,因此双板或双柱结构具有较好的工艺适应性。

四、网带式自动换网器:降低频繁换网影响
网带式自动换网器采用连续滤网带作为过滤元件。当设备检测到过滤前后压差达到设定值,或者运行时间达到控制条件后,滤网带会按照设定速度移动,使新的过滤区域逐步进入熔体流道。
与整块滤网快速切换相比,网带移动过程相对渐进,可以减少过滤面积突然变化带来的压力扰动。同时,设备能够按照压力或时间信号进行自动控制,适用于杂质含量较高、换网频率较大的再生料加工及长时间连续生产场景。
压力波动需要从整条生产线考虑
换网器类型只是影响压力稳定性的因素之一。实际选型时,还要综合考虑物料黏度、杂质含量、生产温度、过滤面积、滤网目数、单位产量以及允许的压力变化范围。
滤网选择过细、过滤面积不足或加热不均,都可能导致换网器前端压力快速升高。新滤网进入流道前如果排气不充分,也可能造成短时出料变化。因此,合理的流道设计、加热控制和换网操作同样重要。
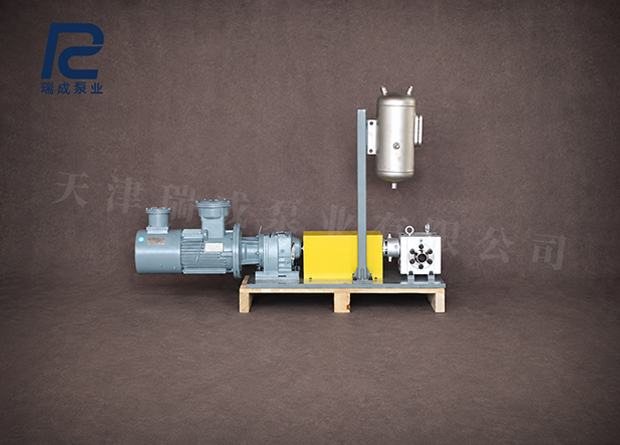
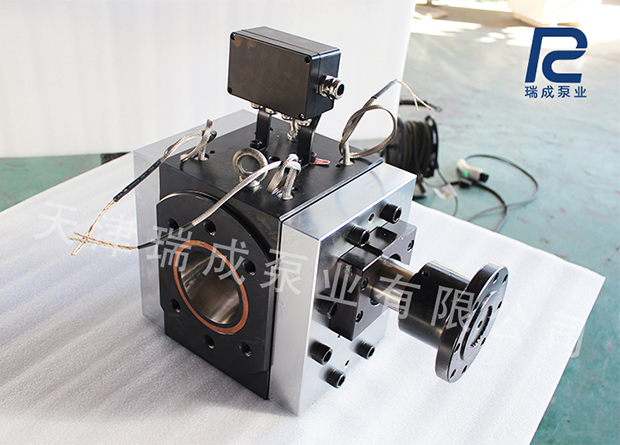
对于薄膜、片材、精密挤出等对出口压力要求较高的生产线,可在换网器后配置熔体齿轮泵。换网器负责过滤杂质,熔体泵负责对过滤后的物料进行增压、稳压和定量输送,从而减小上游换网及挤出机波动对模头出料的影响。
天津瑞成泵业可根据物料特性、产量、工作压力及生产连续性要求,对换网器与熔体泵的配置进行匹配。选型过程中不应单纯追求结构复杂,而应根据实际工况选择合适的压力波动控制层级,使设备配置与生产需求保持协调。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线